Project Detail
Project: High Land Unit 02
Equipments: Exhaust System Equipments
Date: October 2017 to November 2017
Vendor Location: Fabricator of Exhaust System Equipments in San Luis Potosi, Mexico.
Verification on Sizing/Rating, Material Traceability markings on Connection Nozzles per Vendor ITP-HL-35J612 Rev E, Item 05 and Drawing HL-3545-02 Rev 1.
Items Inspected: Ducts with Ports Item 7455401 and 7455402.
Findings: Blind Flanges 6” 150#, Heat Number 6201 in Wrong Carbon Steel Material ASTM A-105 were originally installed on Port Nozzles.
Re-Inspection: Blind Flanges in Wrong CS Material A-105 have been removed and Right Flanges 6” 150#, in right low alloy Material ASTM A-182 Grade F22 have been Installed in accordance with Vendor BOM and referenced Drawing. See Photos as Illustration on described Issue.


Visual and Dimensional Inspection per Vendor ITP-HL-35J614 Rev E, Item 06, Drawing HL-3547-02 Rev 1 and Customer Specification HL-5687-03 Rev 1.
Items Inspected: Exhaust Silencer Item 7455403.
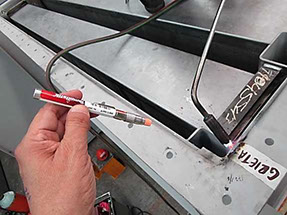
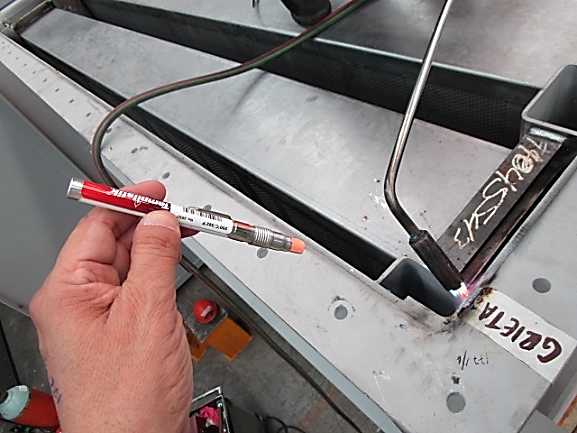
Findings: A weld location on internal side of Baffle Guide to Shell, on left/bottom corner, next to inlet flange, found with cracking.
Re-Inspection: Properly repaired by grinding and welding in accordance with applicable WPS, as confirmed by witness during repair and final visual inspection. See Photos on repair as conducted.
Benefits to Our Customer: By using Fraza Inspection Team, Customer saved a lot of of time and money preventing excessive expenses per back charges for Re-works at field site per unacceptable issues on Welding and Wrong Materials, if Not Corrected/Repaired in timely manner at Vendor Shop.

Project Detail
Project: North Pass Energy Unit 02
Equipments: Exhaust System Equipments
Date: May 2012 to September 2012
Vendor Location: Fabricator of Exhaust System Equipments in Nuevo Leon, Mexico.
Visual inspection on Painting per ITP-50921-01 Revision 2 Item 11 and Customer Paint Specification- QQT50920 Rev 2.
Item Inspected: Exhaust Transition Item 35.
Findings: Primer Coating was being applied on outside(Out of Painting Booth) with the serious risk to contaminate the fresh coating just applied by the dust being blown by the wind. Fraza Team has requested to Vendor QC to avoid this Inadequate Practice.
Re-Inspection: The referenced Equipment has been moved into the Painting Booth and Primer Coating completed there. Addressed by Vendor. See Photo.

Visual inspection per ITP-50921 Rev 2 Item 4 and Drawing UI-K-7801 Rev 3.
Item Inspected: Exhaust Elbow Transition.
Findings: Vendor conducting repairs by Welding over Surfaces already Primer Coated. Fraza Team has questioned the Vendor to explain the reason why his team is following this Incorrect Fabrication Practice. Also, per repairs observed done from external side of Equipment, Vendor has been requested to be extremely careful to make sure the paint on inside burned by weld heat input, be properly repaired before to install the insulation fibering layers.
Re-Inspection: Addressed by Vendor in accordance with Fraza Team Observation. See Photos as Illustration on referenced Issues.


Visual inspection on Painting per ITP-50921-01 Rev 2 Item 11 and Customer Paint Specification- QQT50920 Rev 2.
Item Inspected: Exhaust Elbow Duct Item 38.
Findings: An important number of locations on welds of external stiffeners and on channels attached to shell plates observed with Mudcracking on Primer Coating due to an excessive paint application. Fraza Team has requested to Vendor to be extremely careful to make sure on proper repairs of defective areas before the Application of the Finish Coating.
Re-Inspection: Repairs on defective areas by Re-Blasting and Re-Primer Coating, completed by Vendor in accordance with Referenced Project Documents. See Photo as Illustration of Referenced Issue as originally found.

Trial Fit Inspection per ITP-5092-01 Rev 2 Item 8 and GA Drawing GA-UK-9705 Rev 3.
Item Inspected: Exhaust Transition Item 42-Elbow Duct Item 52-Exhaust Elbow Transition Item 62 Trial Assembled/Bolted together.
Findings: An evident mismatch found between channels of Mating Flanges of Transition Item 42 to Elbow Item 52. Fraza Team has requested to Vendor to install 100% of the bolts/nuts on all boltholes of all interfaces flanges which has helped to detect an important deviation existing between the lines of boltholes of both Equipments trial assembled together.
Re-Inspection: In order to fix the Referenced Existing Deviation, the location of an important number of bolt holes has been corrected on outlet flange of Transition Item 42. After corrections, all three Equipments have been placed together and bolted again to proceed with the Trial Fit Inspection. Addressed by Vendor. See Photo as Illustration of Referenced Issue.

Witness on Insulation/Fibering per ITP-50921-01 Rev 2 Item 16 and Customer Specification QRT70550 Rev 4.
Item Inspected: Transition Exhaust Item 42.
Findings: Observed at least two locations with Thru Splices-Lap (Splices of two consecutives fibering layers matching), Not Acceptable to Referenced Customer Specification Section 6.0.
Re-Inspection: Referenced Fibering Issues have been corrected in accordance with Requirements per Referenced Project Documents, accordingly the Fibering Process has gone ahead. See Photo as Illustration of Referenced Issue.

Final visual inspection per ITP-50921 Rev 2 Item 4 and Drawing UI-K-8701 Rev 4:
Item Inspected: Exhaust System Equipments.
Findings: Observed joints of internal fittings Specified to be Double-fillet weld, found just single fillet welded, weld preparations with excessive root gaps, undersized fillet welds, overlaps, exceeded pitch between stitch welds and unacceptable undercuts.
Re-Inspection: Repairs completed by Vendor in accordance with Project requirements. See Photos as Illustration on referenced typical Issues.
Benefits to Our Customer: By using Fraza Inspection Team, Customer saved a lot of of time and money preventing excessive expenses per back charges for Reworks at field site per unacceptable issues on dimensions, welding, painting and insulation-fibering if Not Repaired in timely manner at Vendor Shop.


Project Detail
Project: 97102
Equipments: Exhaust Upper and Lower stack with ladders and Platforms
Date: April 2007 to to May 2007
Vendor Location: Fabricator of Exhaust Stacks and Ladder & Platforms in Nuevo Leon, Mexico.
Final Visual Inspection per ITP-97102-04 Rev 2 Item 4 and Drawing 97102-04 Rev 3.
Item Inspected: Exhaust Equipments.
Findings: Issues Observed, lifting lugs no NDE Stamped, welds on mating faces no flush grinded as specified, other welds with underfill, craters, porosity, overlaps, arc strikes, spatter and unacceptable undercuts. Paint defects such as mudcracking, sags, runs and no full paint coverage.
Re-inspection: All Issues corrected by Vendor in accordance with Project Requirements. See Photos on Typical Issues as originally found.
Benefits to Our Customer: By using Fraza Inspection Team, Customer saved a lot of of time and money preventing excessive expenses per back charges for Reworks at field site per unacceptable issues on welding and painting, if Not Corrected/Repaired in timely manner at Vendor Shop.


© 2019 Fraza Inspection Company - All Rights Reserved