Project Detail
Project: Coker & Gas Plant Veracruz
Equipments: Coke Drums
Date: April 2010 to June 2010
Vendor Location: Field Fabricator of Coker Drums in Veracruz Mexico.
Witness on Welding Application per Inspection and Test Plan ITP-FW-SO-500-02 Rev 2 Item 4.0, Customer Spec 47534-12B2 Rev 1 and Drawing 47534-02 Rev 1.
Inspected Item: Coke Drum SO 1522 Tag number W45002.
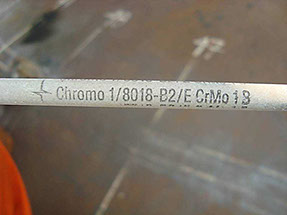
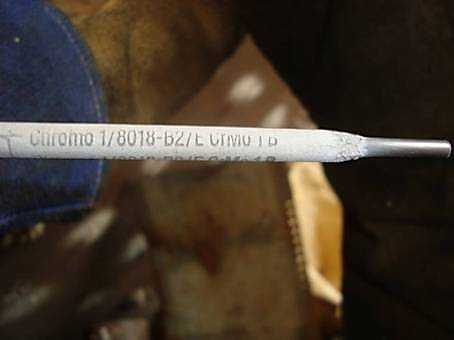
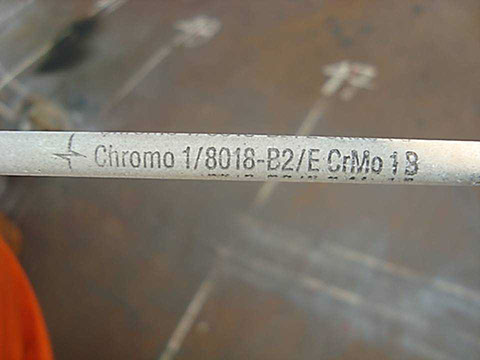
Findings: Fraza Team observed vendor was performing welding on longitudinal seam identified as L-55, base plate (Carbon Steel SA516 Gr. 70, P1) and was using filler metal Low Alloy E8018 B2 instead of Carbon Steel E-7018 specified on approved WPS-FW-47534-01 Rev 1.
Re-Inspection: Vendor Team has decided to remove completely the weld applied with wrong filler metal and Examine by Liquid Penetrant the weld preparation. Welding Application with Correct Filler metal in accordance with Approved WPS Referenced above has been completed by vendor. See Photo as Illustration on wrong filler metal originally used.
Visual Inspection on Weld Preparation per Inspection and Test Plan ITP-FW-SO-500-02 Rev 2 Item 2.0, Customer Spec 47534-12B2 Rev 1 and Drawing 47534-02 Rev 1.
Inspected Item: Coke Drum SO 1522 Tag number W45002.
Findings: Weld Preparation of joint of shell to conical head, at áreas matching with Radiographic Sectors 44-50, observed with exceded root gaps from 3/8¨ to ½¨ not in accordance with Spec 47534-12B2 Rev 1 section 6.8.
Re-inspection: Vendor has completed on needed corrections to bring the root gaps into within tolerances per referenced Project Specification. See photos as Illustration on referenced issue as originally detected.


Witness on Welding Application per Inspection and Test Plan ITP-FW-SO-500-02 Rev 2 Item 4.0, Customer Spec 47534-12B2 Rev 1 and Drawing 47534-02 Rev 1.
Inspected Item: Coke Drum SO 1522 Tag number W45002.
Findings: Fraza Team observed Vendor conducting a repair by GTAW welding on about one quarter of the circumference on seam that joints the 24” pipe with the forged insert on head section of vessel SO 1522, it was noticed preheat temperature was being held in accordance with approved WPS, however, the specified dehydrogenation heat treatment(DHT) process was not performed. Fraza Team informed Vendor inspector on this issue and reminded to him, GTAW process has not yet been approved by Customer to repair on welds without being subject to dehydrogenation process(DHT).
Re-Inspection: Finally corrected by Vendor in accordance with Project Requirements. See Photo of Nozzle being GTAW weld repaired.
Benefits to Our Customer: By using Fraza Inspection Team, Customer saved a lot of of time and money preventing excessive expenses per back charges for Re-works at field site per unacceptable issues on Wrong Filler Metal, Missing Heat Treatments, Weld Preparation and Not Compliance to Project Specifications, if Not Corrected/Repaired in timely manner at Vendor Shop.

© 2019 Fraza Inspection Company - All Rights Reserved